
¿Cuáles son los conceptos básicos de doblar en una máquina de flexión?
Feb 11, 2025Primero, el concepto básico y la clasificación de máquina de flexión
Paso 1 Defina
Una máquina de flexión es un dispositivo que produce deformación plástica en un molde aplicando presión a una chapa para formar un ángulo o forma predeterminada.
2. Tipos principales
Máquina de flexión mecánica: la presión se proporciona mediante transmisión mecánica (como engranajes, cigüeñal), estructura simple pero baja precisión, adecuada para mecanizado pequeño.
- Máquina de flexión hidráulica: impulsada por sistema hidráulico, alta presión, alta estabilidad, adecuada para el procesamiento de placas medianas y gruesas.
Máquina de flexión de control numérico (CNC): a través del sistema CNC para controlar el ángulo de flexión, la presión y el posicionamiento del material de parada trasera, alta precisión, alta eficiencia, adecuada para la producción en masa de piezas de trabajo complejas.
- Máquina de flexión de servo electrohidráulica: combinación de tecnología hidráulica y de servomotor, ahorro de energía y velocidad de respuesta rápida.

En segundo lugar, la estructura y función del núcleo de la máquina de flexión
1. Fuselaje: el marco que respalda la estructura general debe tener una alta rigidez para resistir las fuerzas de flexión.
2. Bloque de deslizamiento: un componente de presión que se mueve hacia arriba y hacia abajo para conectar la matriz superior y aplicar presión.
3. Banco de trabajo: una plataforma para fijar el dado inferior, generalmente equipado con una ranura en forma de V ajustable.
4. Sistema hidráulico (modelo hidráulico/electrohidráulico): compuesto de bomba de aceite, cilindro, grupo de válvulas, etc., para controlar la presión y el trazo.
5. Calibre posterior: el componente clave de la máquina de flexión CNC, que se utiliza para el posicionamiento de la placa y afecta directamente la precisión de la flexión.
6. Sistema de control numérico (modelo CNC): parámetros de entrada (ángulo, presión, carrera) para controlar el proceso de flexión.
Tercero, conocimiento básico del proceso de flexión
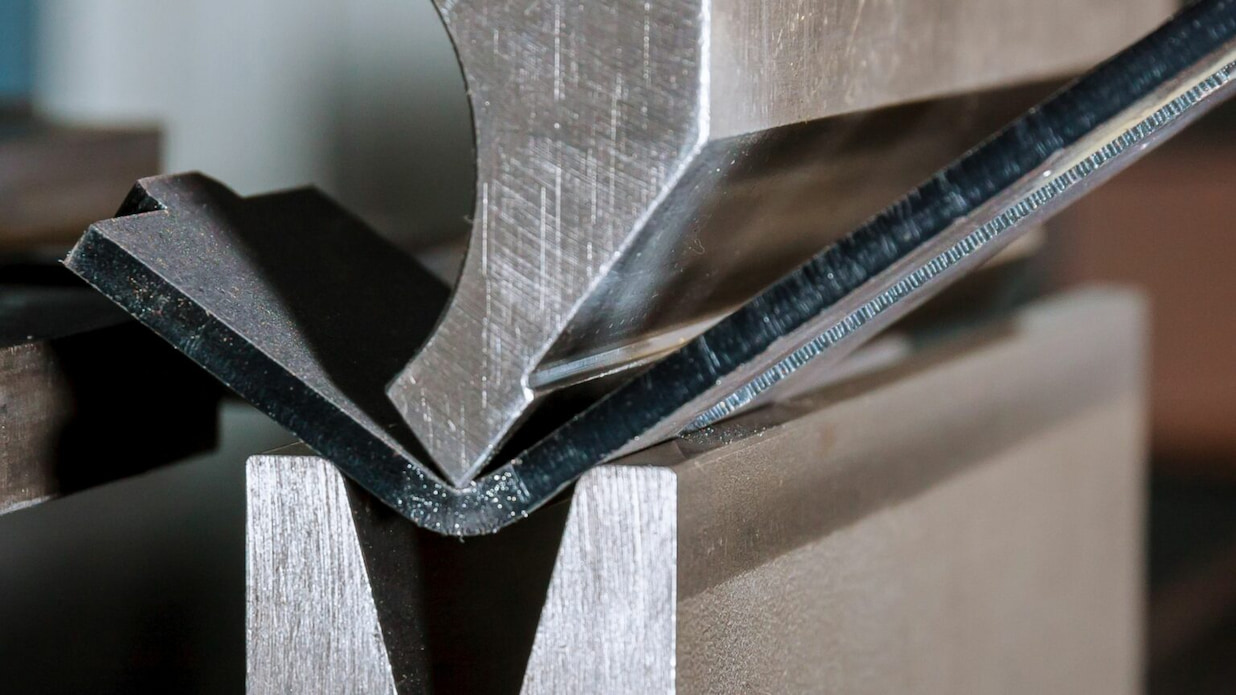
1. Principio de flexión
- La presión se aplica a la hoja a través del dado para causar la deformación plástica del material.
- Parámetros clave: ángulo de flexión, radio de flexión, fuerza de flexión (relacionada con el grosor y la resistencia del material).
2. Características del material
- Módulo elástico: la capacidad del material para resistir la deformación (como el acero inoxidable, que necesita compensación excesiva).
- Radio de flexión mínimo: evite el agrietamiento del material, dependiendo del grosor y el tipo del material.
- Springback: el rebote de ángulo del material después de la descarga debe ser compensado por el diseño de flexión o molde.
3. Cálculo de la fuerza de flexión
- Fórmula: 'P = (1.42 × σb × L × T²)/V'
-σb: resistencia a la tracción de material (MPA)
-L: longitud de flexión (mm)
-t: espesor del material (mm)
-V: ancho de apertura de died inferior (mm)
Cuatro, selección y uso de moho
1. Tipo de moho
- Die superior (punzonado): las formas comunes incluyen trozo de cuchillo afilado, troquel de cuchillo curvo, dado de cuello de cisne.
-Die inferior (dado): el radio de flexión está determinado por el ancho del surco en forma de V, que debe seleccionarse de acuerdo con el grosor del material (generalmente el ancho del puerto V = el grosor del material × 8 ).
- Molde especial: utilizado para rodar, aplanamiento, molduras de varios pasos y otros procesos.
2. Materiales de moho
- Acero de herramientas (CR12MOV), acero de aleación, tratamiento térmico para mejorar la resistencia al desgaste.
3. Principio coincidente
- Relación del grosor de la placa hasta el ancho de ranura V (generalmente 1: 8) para evitar la deformación del material o el daño del moho.
5. Proceso de operación y especificaciones de seguridad
1. Procedimiento
- Inspección del equipo (aceite hidráulico, sistema de lubricación) → Seleccionar molde → Parámetros de entrada (ángulo, presión) → Placa de posición → Prueba de flexión → Compensación de ajuste → Producción en masa.
2. Precauciones de seguridad
- Use guantes/gafas protectores para evitar cortar las rebabas del tablero.
- No ponga las manos en el área del molde.
- Verifique regularmente la opresión del sistema hidráulico para evitar la fuga de aceite.
Seis, problemas y soluciones comunes
1. El rebote es demasiado grande
- Solución: aumente la compensación del ángulo de flexión, use el moho con la función de corrección o el sistema CNC.
2. Grieta de flexión
- Razón: la mala ductilidad del material o el radio de flexión es demasiado pequeño → Reemplace el material blando o aumente el ángulo R.
3. Desviación del tamaño
- Calibre la parada trasera, verifique el desgaste del moho o los parámetros del sistema NC.
Siete, selección de equipos y sugerencias de posicionamiento del mercado
1. Análisis de cliente objetivo
- Plantas de procesamiento de chapa, fabricantes de gabinetes de chasis, compañías de autopartes, etc.
2. Selección de equipos
- Pequeñas empresas: máquina de flexión de CNC hidráulico se recomienda (económico y práctico).
-Mercado de alta gama: máquinas de flexión de servo electrohidráulica o modelos de alta precisión con detección de láser.
3. Tendencias tecnológicas
- Inteligente: compensación de ángulo de IA integrado, sistema de cambio de moho automático.
- Ahorro de energía: accidente de servomotor para reducir el consumo de energía.

Mantenimiento y mantenimiento
1. Mantenimiento de rutina
- Limpie el moho y los restos de mesa.
- Verifique el nivel de aceite hidráulico y la calidad del aceite.
2. Mantenimiento regular
- Reemplace el filtro de aceite hidráulico cada 500 horas.
- Lubrique piezas móviles como rieles de guía y tornillos de plomo.













